Gerade Naht geschweißte Mühllinie ZG60-Hochfrequenzröhrenwerk-Linie des Rohr-GB700-88
Art | ZG60 |
Stahlrohrertrag | 30-80M/min |
O.D. | Φ19-Φ63.5mm |
Wandstärke | 1.0-3.0mm (Vierkantrohr und speziell-förmiges Rohr δ≤2.5mm) |
Schnitt | Kalte CNC-Ausschnittsäge |
Beschreibung:
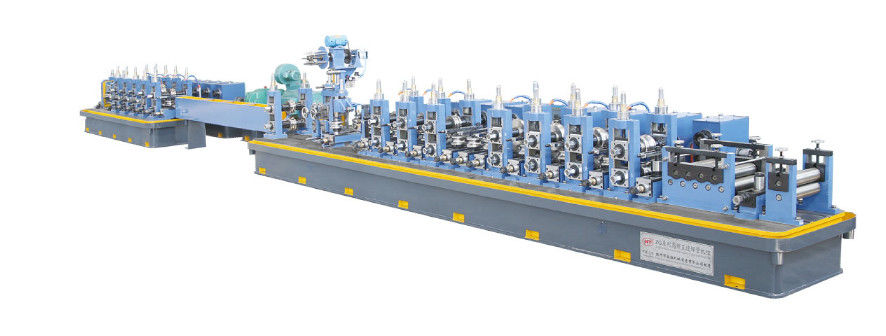
1. Beschreibung
Diese Ausrüstung wird besonders für das Produzieren von Φ19-Φ63.5mm, 1.0-3.0mm gerade Hochfrequenznaht von geschweißtem Rohr und von entsprechendem Vierkantrohr- und speziell-förmigemrohr (δ≤2.5mm) benutzt. Die Zusammensetzung der Ausrüstung ist von uncoiler zu Ausschnittsäge der örtlich festgelegten Länge. Rollengeschwindigkeit kann innerhalb des passenden Bereiches der Rohrdurchmesser- und -wandstärke entsprechend justiert werden.
2. Anwendbares Material:
(1) heißer oder kaltgewalzter Stahlstreifen (gemäß GB700-88)
(2) Material: Kohlenstoffarmer Stahl, niedriger legierter Stahl, galvanisierter Stahlstreifen
(3) die Stärke des Stahlstreifens: 1.0-3.0mm (gemäß GB708-88)
(4) die Breite des Stahlstreifens: 60-200mm
(5) Identifikation der Stahlspule: Φ450-Φ550mm
(6) O.D. der Stahlspule: Φ800-Φ1200mm
(7) Höchstgewichtspule: 3000kgs
3. Maßstrecke der Verarbeitung des Stahlrohrs:
(1) O.D.: Φ19-Φ63.5mm
(2) Wandstärke: 1.0-3.0mm (Vierkantrohr und speziell-förmiges Rohr δ≤2.5mm)
(3) Länge: 4-8M
4. Prägegeschwindigkeit: 30-80M/min (wählen Sie unterschiedliche Geschwindigkeit gemäß des unterschiedlichen Rohrdurchmessers und -stärke)
5. Prozessfluß des Produktes (Stahlrohr):
Rohstoff (Stahlspule) → abwickelendes →, das scheren und Endenschweißen → Material, das → Nichtenergie planiert → Mühle-Formungs→ Hochfrequenzschweißen → entfernt Grate außerhalb Schweißungsnaht → abkühlenden → Bearbeiten → ungefähr geraderichtet → Vollendenrohr → Ausschnitt örtlich festgelegter Länge ansammelt
7. Rolle
1. Rolls für geschweißtes Rohr wird zusätzlich entsprechend der Art und Spezifikation bestellt, die vom Kunden zur Verfügung gestellt werden.
Material: Cr12mov
9. Technische Anhänge
a. Uncoiler
Strukturart: Double-side180ºrotary HYDRAULISCHES fest erweitern, die die Stahlspule versichern, die wechselweise einzieht und den Stahlstreifen machen, der frei in Akkumulator geht.
Anwendbare Strecke:
Stahlstreifenbreite: 60-200mm
Stärke: 1.0-3.0mm
Stahlspule O.D.: Φ800-Φ1200mm
Stahlspule Identifikation.: Φ450-Φ550mm
Stahlspulengewicht: Max.3000kgs
Hydraulische Teile: YUKEN
Pneumatische Teile: AIRTAG
Wechselstrommotor: Siemens Beide
b. Scheren und Kolbenschweißer:
Verwendung: stellen Sie zwei umwickelte Stahlstreifen sicher, die sauber scheren und dann zusammen schweißen und
Planieren von Schweißungsmeer
c.Horizontal-type Akkumulator: (Wechselstrommotor ist SIEMENS BEIDE mit ABB-Regler)
Die Stahlstreifenstreifen, die in ihm gespeichert werden, sind genug, zum der Hauptmaschine sicherzustellen, um ununterbrochen zu laufen beim Schweißen von zwei umwickelten Streifen.
(1) Struktur: Horizontal-artiges Platte-geschweißtes Teil mit der automatischer Fütterung und Liefersystem. Fütterungsmotor: Wechselstrom 15KW und gefahrener Motor: Wechselstrom 18.5KW
(2) Volumen ansammelnd: 150-300M.
Horizontale Art Akkumulator
d. Formungs-, Schweißen und Bearbeiteneinheit:
(NSK-Lager benutzt für die horizontale und Vertikalenstände)
(1) Zufuhr, die Gerät planiert:
a. Art: 5 Rollen werden passiv für das Planieren des Bandstahls, um Stahlstreifen gehen zu lassen in die Formung des Gerätes planiert.
b. Leitende Rolle: Ein Paar
(2) Formung des Gerätes:
Stahlstreifen- und Steuerschweißungshauptsächlich ungefähr Mühle-bilden Naht.
a. Horizontaler Rollenstand:
Quantität: 7
Struktur: Formstahl, die doppelte Wohnung, ändernd rollt in der Seite
Durchmesser der Welle des horizontales Rollen: Φ70mm, Material: 42CrMo
b. Vertikaler Rollenstand:
Quantität: 9 (vertikale Müllergruppe)
Art: Passive Rotation
Durchmesser der Welle des vertikales Rollen: Φ40mm, Material: Stahl 45#
c. Antriebszahnradkasten
Quantität: 7
Struktur: Gewundenes Kegelradgetriebe, zylinderförmiger Gang
Material: Umkleiden: QT50, Gang: 20CrMnTi und 40Cr, Input und Abtriebswelle: 40Cr
Antriebsgetriebe: 14 Sätze der Universalitätskardanwelle des Jeep-Autos 212
d. Ein Satz des Betts für Installation
(3) leitender Verdrängungsund schweißender Abfallapparat:
a. Ein Satz des Führerrollenstands für Kontrollerichtung der Rohrnaht, zum der Rohrnaht flach zu versichern und gerade, teilnehmend an Verdrängungsrollen.
b. Ein Satz des Verdrängungsrollenstands, damit Kontrolleschweißungsnaht erfolgreiches Schweißen verwirklicht.
c. Zwei Sätze des Schaberrahmens für den Abfall der äußeren Schweißungsnaht
d. Installationsbett zusammen mit der Formung der Maschine
(4) ein Satz des Wasserkühlungsgerätes.
(5) Bearbeitengerät: Hauptsächlich feines Formungsrohr nach dem Schweißen und der Kontrolle von Größengenauigkeit. Jede 6 Sätze des horizontalen Rollenstands, des vertikalen Rollenstands und des Antriebsgetriebes, 12 Sätze der Universalwelle. (Strukturieren Sie selben wie, Gerät bildend)
(6) ungefähr Richtmaschinerahmen:
a. Art: Die Hauptart des Türken, 4 Sätze des Rollensimplex zwei
b. Ein Installationsbett zusammen mit dem Bearbeiten der Hauptmaschine.
(7) Ansteuersystem: Das Hauptgerät wird mit Hauptleitung verringern durch bedeutenden Motor und übermitteln Energie Getriebeniederlassungen angeschlossen, dann den oberen Getriebeniederlassungs-Antrieb und unten die Wellen auf horizontalem Rollenrahmen.
a. Hauptmotor: Z4 Reihe, DC 185KW (Hengli DC-Motor) ein Satz
b. Hauptreduzierer: ZLYseries (Außenseitenvierwellenenden) ein Satz
e. Hochfrequenzschweißer: (Prpeared durch Käufer/Endbenutzer)
Festkörperhochfrequenzschweißgerät: 200KW
Schließen Sie DC-Geschwindigkeitsregler, Gesamtsteuertabelle und Knopfstation ein
f. Kalte CNC-Ausschnittsäge:
Struktur | Kalter Ausschnitt |
(1), maximaler Durchmesser | Φ63.5mm |
(2), maximale Stärke | δ3.0mm |
(3), Schneidlänge
und Präzision | L=4~8m, ≤±1.5㎜ |
(4), Laufwerksart | Hydraulisches kontrolliertes |
(5), Größe von Sägeblatt | Φ400mm |
(6), Antriebsmotor | Servomotor 15KW |
(7), Motor schneiden | WECHSELSTROM 7.5KW |
(8), Fütterungsmotor | Servomotor 2.9KW |
(9), Geschwindigkeit des Ausschnitts | Maximum 80M/min |
Gefahrener Motor: Wechselstromservomotor Yaskawa hergestellt in Japan 15KW
Fütterungsmotor: Wechselstromservomotor Yaskawa hergestellt in Japan 2.9KW
Ausschnittmotor: Wechselstrom SIEMENS BEIDE hergestellt in China 7.5KW
Hydraulische Teile: YUKEN
Pneumatische Teile: AIRTAG
Sägeblatt: KINKELDER hergestellt in Holland (importierte Beschichtungstechnologie des Hochgeschwindigkeitsstahls PVD)
g. Durchbruchtabelle:
Geschweißte Rahmenkonstruktion ausgerüstet
mit Bearbeitensignalsystem